Advantages of strip edging
Tube industry
Optimization of tube welded seam by strip edge trimming
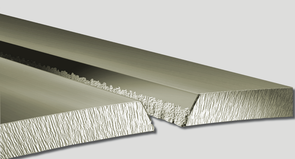
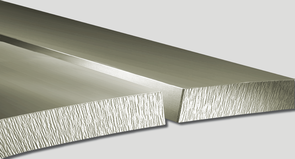
The basic strip material is usually longitudinally split strip (slit strip). Only <35% of the edges are really cleanly cut, the larger portion is broken off and is not clean, i.e. irregular in terms of straightness, angle and structure, and coatings may interfere with welding.
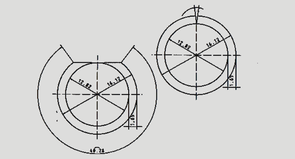
Round profiling
The thicker the wall thickness and the smaller the tube diameter, the greater the V-angle at which the round pipe edges meet. The cross section to be welded that collides with each other becomes smaller and smaller and thus the area to be liquefied necessarily larger. As a result, the upsetting zone and the upsetting force occurring immediately after welding become larger. This results in ever greater weld seam elevations, which have to be planed off at the top and inside surface in a very time-consuming process.
Welding methods
The welding methods commonly used up to now, such as TIG/MIG/high frequency/induction etc. can cope with the problem, but with the disadvantages mentioned above. The energy input must also be correspondingly large and/or the welding speed must be adjusted downwards accordingly.
Modern welding processes, such as laser welding, which is the only way to weld special materials today, require higher edge and contour qualities, otherwise they become uneconomical, e.g. due to high reject rates.
Advantages of strip edge trimming
The strip edges become evenly clean and straight and also have their inner structure on the surface. The edges are machined at an adjustable angle so that the V-angle for welding is reduced and coatings on the strip edge are removed. The colliding cross section of the edges is maximized, so that a smaller volume of material has to be liquefied.
- less energy consumption or higher welding speed
- less upsetting and thus less weld seam superelevation
- less surface and inner surface planing
- minimized reject rate
- material savings, because less strip width addition is required due to less upsetting
- more homogeneous weld structure = quality improvement
- use of special welding processes (e.g. laser) possible
- better form quality due to lower upsetting forces
- more constant strip width by narrowing the width tolerance
- greater constancy of upsetting and thus of weld seam superelevation
- covering-free edges