Optimisation de la soudure de tube grâce au traitement des rives de bandes
Le matériau de base de la bande est généralement une bande fendue longitudinalement (bande refendue). Seuls <35% des bords sont vraiment coupés proprement, la plus grande partie est cassée et n’est pas propre, c’est-à-dire irrégulière en termes de rectitude, d’angle et de structure. Les revêtements peuvent interférer avec la soudure.
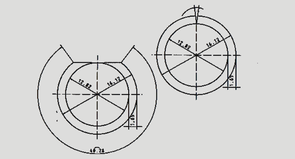
Profil rond
Plus l'épaisseur de la paroi est importante et plus le diamètre du tube est petit, plus l'angle en V auquel les bords du tube rond se rencontrent est important. La section à souder qui se heurte devient de plus en plus petite et donc la zone à liquéfier nécessairement plus grande. Par conséquent, la zone de refoulement et la force de refoulement qui se produit immédiatement après le soudage deviennent plus grandes. Il en résulte des surélévations de plus en plus importantes du cordon de soudure, qui doivent être rabotées au niveau de la surface supérieure et de la surface intérieure, ce qui prend beaucoup de temps.
Méthodes de soudage
Les méthodes de soudage couramment utilisées jusqu'à présent, comme le TIG/MIG/haute fréquence/induction, etc. peuvent résoudre le problème, mais avec les inconvénients mentionnés ci-dessus. L'apport d'énergie doit également être élevé en conséquence et/ou la vitesse de soudage doit être adaptée à la baisse.
Les procédés de soudage modernes, comme le soudage au laser, qui est aujourd'hui le seul moyen de souder des matériaux spéciaux, exigent des qualités de bord et de contour plus élevées, sinon ils deviennent non rentables, par exemple en raison de taux de rejet élevés.
Avantages du traitement des rives de bandes
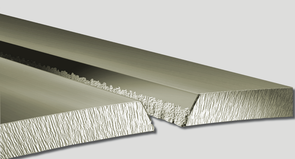
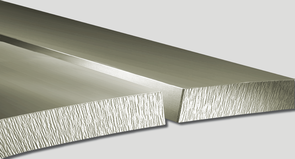
Les bords de la bande deviennent uniformément propres et droits et présentent également leur structure interne en surface. Les bords sont usinés à un angle réglable de sorte que l'angle en V pour la soudure est réduit et que les revêtements sur le bord de la bande sont éliminés. La section de collision des bords est maximisée, de sorte qu'un plus petit volume de matériau doit être liquéfié.
- Consommation d’énergie moindre ou vitesse de soudage plus élevée
- Moins de refoulement et donc moins de surélévation du cordon de soudure
- Moins de rabotage de la surface et de la surface intérieure
- Taux de rejet minimisé
- Économie de matériau, car il faut ajouter moins de largeur de bande en raison de la diminution du refoulement
- Structure de soudure plus homogène = amélioration de la qualité
- Possibilité d’utiliser des procédés de soudage spéciaux (par exemple, le laser)
- Meilleure qualité de forme grâce à la réduction des forces de refoulement
- Largeur de bande plus constante grâce à la réduction de la tolérance de largeur
- Plus grande constance du refoulement et donc du surplomb du cordon de soudure
- Bords sans recouvrement