Rallonge pour clé à douille
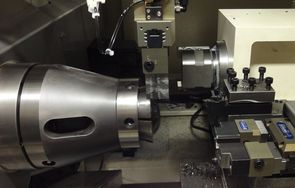
Pour une production parfaite d’une rallonge, la LP130 effectue plusieurs opérations en même temps.
La production de rallonges est faite en trois opérations :
- Tournage
- Profilage de carrés
- Perçage
Dans la première station de travail, le contour de la pièce est tourné et le carré est profilé (sw 1/4"-3/8"-1/2").
Après, la pièce à usiner est transportée à la deuxième station de travail – la station de perçage. Pour des raisons de rigidité, la station de perçage est montée sur le bâti de la machine.
Avec une commande CNC, la station de perçage perce un alésage transversal avec un diamètre de 2,5–6,6 mm dans le carré.
Le carré suivant est usiné en même temps que l’opération de perçage.