Berger Blog
Robot-controlled feeding systems
Robot-controlled feeding systems
CNC grinding machines with robot-controlled feeding systems in digital production
Schleifen + Polieren, March 2020
Deburring, grinding, serrating and polishing are core competencies of the Berger Gruppe. The German group of companies presents solutions for processing workpieces of different geometries and sizes with robot technology and intelligent feeding systems.
In the production of more and more workpieces, the most precise workpiece tolerances must be maintained in order to guarantee a good quality of the end product. Measuring systems in connection with robot technology play an increasingly important role in grinding processes.
The Berger Gruppe presents various CNC-controlled grinding machines, which process machine and/or circular knives in different grinding processes. Surface grinding, jet grinding and serrating or scalloped grinding are achieved on the workpiece.
Different series of CNC grinding machines are designed for grinding, deburring, polishing and/or serrating of single workpieces or steel strip. Integrated camera or laser measuring systems enable the maintenance of the most precise tolerance values.
Grinding of machine knives
Surface grinding is a widely used grinding process. It is mainly used for the processing of plane and flat workpieces. Surface grinding can be achieved both in deep grinding and in pendulum grinding.
Face grinding machines process workpieces in face-side cross grinding or face-side deep grinding. With a cutting speed of up to 50 m/s a multi-sided smooth grinding of machine knives is achieved. Depending on the diameter of the cup grinding wheel used, workpieces with a grinding length of up to 1,200 mm can be machined.
For the production of machine knives, CNC-controlled grinding machines are equipped with two infeed axes and up to four contouring axes. Thanks to a combination of a stone axis to compensate for stone wear and an additional infeed axis for grinding the workpiece, great rigidity is achieved. With an additional vertical axis and a rotary axis, a chamfer grinding on the contour of the workpiece is achieved in addition to the face grinding of the side surfaces.
If the workpiece is machined using the deep grinding method, a large amount of material can be removed and a good surface quality is achieved.
Peripheral grinding wheels are used if gear grinding, serrated grinding and/or pointed toothing on machine blades is to be achieved.
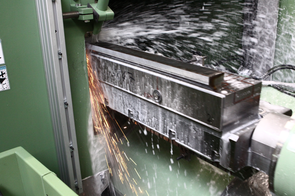
Specially designed peripheral grinding machines process long knives with a maximum length of 1,800 mm with up to six CNC axes. Four CNC axes move the peripherical grinding wheel and two further CNC axes adjust the angle of the magnetic clamping table. The grinding machine grinds machine knives with a cutting speed of up to 65 m/s in orthogonal creepfeed or plunge grinding.
Knives with straight or serrated cutting edges are ground at a programmable angle. The tooth shapes are programmed here in a user-friendly menu. This makes it possible to quickly grind almost any tooth profile, especially pointed or wavy teeth, even for small quantities or prototypes. With the help of an additional CNC rotation axis, circular knives with and without relief grinding can be ground.
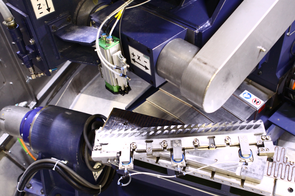
Workpiece feeding and loading and unloading of the processing machine can be automated. Here, the grinding machine is combined with a robot-controlled feeding system. The workpiece is either removed from a magazine by robots or fed as bulk material on a conveyor belt.
Work pieces provided as bulk material are separated by vibrators. A 2D camera recognition system records the orientation and position of the individual part so that it can be picked up by the robot in the correct position. The workpiece is then positioned in the grinding machine by robots and after processing is placed in another magazine.
Sensors in grinding technology
A central control system connected to the grinding machine interacts both with an automated feeding system and with the workpiece and tool magazines. A bus-based acquisition of sensor signals is integrated in the grinding machine. Signals such as coolant temperatures, motor load, AE signals for spindle monitoring or air pressure are recorded and processed via intelligent sensors and actuators so that decisions on resource control can be made and implemented. These process data are recorded via a specially developed user interface in order to optimize production processes and recognize process dependencies. In this way downtime and set-up times are optimized and capacity planning is improved.