Berger Blog
Grinding, sharpening and serrating of circular knives
Grinding, sharpening and serrating of circular knives

Different grinding processes for the tolerance-accurate processing of circular knives
Schleifen + Polieren, June 2020
For the production of circular knives, saw blades, cutter knives, circular blanks and similarly shaped workpieces, different grinding processes are used depending on the type of processing to be carried out on the workpiece. A central production step in the manufacture of circular knives is the machining of the cutting edge. Specially designed grinding machines and robot cells grind the cutting edges, serrate the workpiece and/or deburr the circular knives. Both new and used workpieces can be processed.
Surface and bevel grinding on circular knives
With high concentricity and surface grinding accuracy, peripheral grinding machines of the RFS-CNC series with up to six CNC axes achieve peripheral grinding of surfaces, cutting edges and contours of circular knives, saw blades, round blanks and master blades. Surface or chamfer grinding of workpieces with a maximum diameter of 1,200 mm is achieved by means of pendulum or plunge-cut grinding.
By using an additional grinding axis it is possible to process subsequent grinding in one clamping. In connection with a tactile measuring system with additional damping of the probe, an interrupted grinding can also be achieved with high precision.
Often the grinding machine is combined with a robot controlled feeding system. The workpiece is positioned in the grinding machine by a handling robot and after processing is placed in another magazine. After each dressing cycle, the traverse paths are automatically compensated and adapted to the preset peripheral speed by a frequency converter integrated in the control system.
Programmable sharpening of the cutting edge
Rotary table grinding machines of the RMS-CNC series achieve a programmable edge grinding on circular knives. The four-axis grinding machines are equipped with a cup wheel, so that high stock removal can be achieved.
The outer diameter of the circular blade is measured with a laser. Subsequently, one or two cutting edges are ground to the workpiece. In this process, an existing toothing can be ground out and any break-outs in the cutting edges of used knives can be evaluated. The dressing is done either by a programmable dresser or a dressing roller.
Serrating of circular knives and saw blades
By using a peripheral grinding wheel, serrating on circular and cutter knives as well as saw blades can be achieved. The peripheral grinding machines of the RVZ-CNC series are designed for serrated grinding of circular knives with a maximum diameter of 850 mm. Machine and tooth profile are programmed via a four-axis CNC control. The workpiece is measured before machining. Dressing can be generated with a programmable dresser or a dressing roller.
If a peripheral grinding machine of the WS4-CNC series is integrated into a robot cell, serrated grinding on circular knives can be achieved. The workpiece is picked up by a machining robot. After measuring the outer diameter at a tactile measuring station, the circular blade is fed to the peripheral grinding machine for serrated grinding.
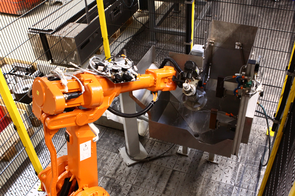
Deburring and (re)sharpening of circular knives with robot technology
In a specially configured robotic cell, the serrating of a circular knife as well as circular knives with smooth ground cutting edges can be deburred. The workpiece is gripped by the processing robot, ground in a processing station with diamond-coted grinding wheel and deposited in a stacking magazine.
Before processing, the outer diameter of the circular blades is measured at a laser measuring station and the sequence program is corrected accordingly.