Meulage, affûtage et denture de couteaux circulaires

Divers procédés de meulage pour l’usinage précis des tolérances des couteaux circulaires
Schleifen + Polieren, Juin 2020
Pour la production de couteaux circulaires, de lames de scie, de couteaux de cutter, d’ébauches circulaires et de pièces de forme similaire, différents procédés d’affûtage sont utilisés selon le type de traitement à effectuer sur la pièce.
Une étape centrale de la fabrication des couteaux circulaires est l’usinage du tranchant. Des machines de meulage et des cellules robotisées spécialement conçues permettent d’affûter les tranchants, la denture de la pièce et/ou d’ébavurer les couteaux circulaires. Les pièces neuves et usagées peuvent y être traitées.
Rectification de surface et de biseau sur les couteaux circulaires
Grâce à leur grande concentricité et à leur précision de meulage des surfaces, les machines de meulage périphérique de la série RFS-CNC, avec jusqu'à six axes CNC, permettent le meulage périphérique des surfaces, des tranchants et des contours des couteaux circulaires, des lames de scie, des ébauches rondes et des lames maîtresses. Le meulage de surface ou de chanfrein sur des pièces d’un diamètre maximal de 1.200 mm est réalisée par meulage pendulaire ou en plongée.
En utilisant un axe de meulage supplémentaire, il est possible d’effectuer un meulage ultérieur en un seul serrage. En combinaison avec un système de mesure tactile avec amortissement supplémentaire de la sonde, un meulage interrompu peut également être réalisé avec une grande précision.
La machine de meulage est souvent combinée avec un système d’alimentation contrôlé par un robot. La pièce est positionnée dans la machine de meulage par un robot de manutention et, après le traitement, elle est placée dans un autre magasin. Après chaque cycle de dressage, les déplacements sont automatiquement compensés et adaptés à la vitesse périphérique préréglée par un convertisseur de fréquence intégré dans le système de commande.
Affûtage programmable des arêtes de coupe
Les machines de meulage à pateau rotatif de la série RMS-CNC permettent un affûtage programmable des bords des couteaux circulaires. Les rectifieuses à quatre axes sont équipées d’une meule boisseau, ce qui permet de travailler avec un enlèvement de matière important.
Le diamètre extérieur de la lame circulaire est mesuré à l’aide d’un laser. Ensuite, un ou deux bords coupants sont meulés sur la pièce. Ici, une denture existante peut être meulée et toute rupture dans les tranchants des couteaux utilisés peut être évaluée. Le dressage se fait soit par une dresseuse programmable, soit par un rouleau de dressage.
Denture des couteaux circulaires et des lames de scie
L’utilisation d’une meule périphérique permet de rectifier les dentures des couteaux circulaires et des lames de scie. Les machines de meulage périphérique de la série RVZ-CNC sont conçues pour le meulage des dentures de couteaux circulaires d’un diamètre maximal de 850 mm. La machine et le profil des dents sont programmés par une commande CNC à quatre axes. La pièce est mesurée avant l’usinage. Le dressage peut être généré avec une dresseuse programmable ou un rouleau de dressage.
Si une machine de meulage périphérique de la série WS4-CNC est intégrée dans une cellule robotisée, il est possible de rectifier des dentures sur des couteaux circulaires. La pièce est saisie par un robot d’usinage. Après avoir mesuré le diamètre extérieur à un poste de mesure tactile, la lame circulaire est acheminée vers la machine de meulage périphérique pour rectifier les dentures.
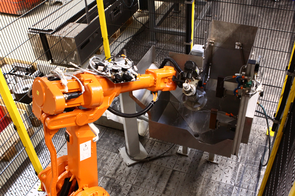
Ebavurage et (re)affûtage de couteaux circulaires avec la technologie des robots
Dans une cellule robotisée spécialement configurée, il est possible d’ébavurer la denture d’un couteau circulaire ainsi que des couteaux circulaires à tranchant lisse. La pièce est saisie par le robot d’usinage, rectifiée dans une station d’usinage avec une meule à coulisse et déposée dans un magasin d’empilage.
Avant l’usinage, le diamètre extérieur des lames circulaires est mesuré à une station de mesure laser et le programme de séquence est corrigé en conséquence.